-
河北威岳机械有限公司
主营:铸铁平板平台,试验平台,大型铸件 - 15350773479

河北威岳机械有限公司
主营:铸铁平板平台,试验平台,大型铸件 8
8
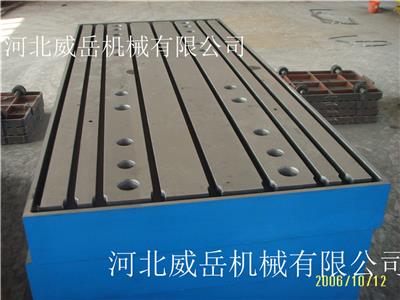
为了更好的在工业中发展,生产厂家对于铸铁焊接平台也在不断的改进和完善当中。为了避免空气中的杂质出现在铸铁焊接的平台中,应该保持车间厂房的干净程度。尽量选择无尘车间中使用结果会更好。选择一款精致的工业产品尤为重要,尤其是三维柔性焊接平台在工业生产中占据着举住轻重的地位。好的铸铁焊接平台不仅可以很好的提高作业的效率,而且能够更好的展现出平台的便捷性优点。值得一体的是,尽管三维柔性焊接平台的作业结果很好,然而在使用过程中不建议长时间的放在阴冷潮湿的环境中使用。这点需要值得注意。 由于三维柔性铸铁焊接平台的日常保养很重要,尽量在使用半年或者一年的时间内进行一次保养,会使得三维柔性铸铁焊接平台的使用寿命有所延长,为了更好地投放到作业中去,厂房的湿度应该控制在一定的生产范围内。 如果太潮湿反而会影响生产的结果。尽管三维柔性焊接平台的优点很多,然而日常也需要小心的搬运。为了能够让焊接的质量度更高,在使用的过程中应该经常的进行擦拭,以免灰尘进入到焊接的平台中。尤其是在焊接质量度较高的零件的时候更是如此。三维柔性焊接平台之所以在工业上得到了的应用,主要是由于产品的特点密不可分。好的焊接平台可以使得工作生产起来更加轻松。 铸铁焊接平台的特点: 1、铸铁焊接平台工作面不能有严重影响外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、绣点等问题。 2、铸铁焊接平台的铸造表面应清楚型砂且平整,涂漆牢固。 3、精度等级为0级~3级的平板工作面上,直径小于15mm的砂孔允许用相同材料堵塞,其硬度应小于周围材料的硬度。工作面堵塞的砂孔应不多于4个,且砂孔之间的距离应不小于80mm。 4、铸铁焊接平台应采用细密的灰口铸铁等材料制造,其工作面硬度应为170~220HB。 5、铸铁焊接平台工作面通常采用刮削工艺。对采用刮削加工的3级平板工作面,其表面粗糙度Ra允许值为5μm。 6、铸铁焊接平台应去磁和稳定性处理。 7、铸铁焊接平台相对两个侧面上,应有安装手柄或吊环装置的螺纹孔(或圆柱孔),且装置位置的设计应尽量减少因搬运而引起的变形。 8、若铸铁焊接平台工作面上设置螺纹孔(或沟槽),其部位应不**工作面。 铸铁焊接平台(铸铁平板)的安装方法:分别为平台支架安装,地锚器安装、垫铁安装、地脚螺栓安装支架安装:铸铁平台轻放到支架上、调整支架上的微调螺栓至到铸铁平台水平。 支架可减轻检验人员的劳动强度。支架高度一般在500-600mm左右。在安装检验平台时,要尽量将平台的工作面调整的水平,用于支撑平台的支承要支在主支点,这样可以防止平台发生变形。 使用检验平台时,检验完或者完成划线工作后,要把铸件或工件从平台上移下来,防止大型铸件长时间压在平台上造成平台变形。使用完平台后,需要把平台的工作面清理干净,然后在平台的表面刷上一层防锈油。如果长时间不适用平台,如要在平台表面刷一层防锈油或黄油,再包一层油纸。 如果保留有购买检验平台时的木制包装罩,再不使用平台时用包装罩把平台罩起来。检验平台放置的地方需要干燥通风,不要放置在潮湿的地方,更不要有水滴在平台上。就是,平台需要做定期检查,检查的周期可以根据使用的具体情况来确定,通常6个月到12个月就需要检查一次。检验平台检验平台的调试方法检验平台使用前应有人员将平台固定调试好才能使用。 有些铸件,如机床铸件的导轨表面、汽缸铸件内壁等需要提高表面硬度及耐磨性,常进行表面淬火处理。 常用的方法有高(中)频感应加热表面淬火介质,还可采用火焰加热,激光加热,等离子加热和电接触加热等新型表面淬火方法。焊接平台,铸铁焊接平台,铸铁热处理工艺,热处理主要用来去掉铸铁平板铸件的内应力,稳定尺寸,去掉白口组织和提高铸铁焊接平台铸件的表面性能.焊接平台材质一般为HT200或HT250,这两种材质占到焊接平台材质的98以上,既能满足焊接工件时的要求,在价上一般用户都能接受,无论是焊接平台的抗拉力、硬度、耐磨程度均能满足焊接要求。 铸铁焊接平台毛坯铸造分为树脂砂造型和水泥沙造型,现在大型铸铁件一般采用这两种造型方法,均为消失模铸造,树脂砂造型多用于大型机床铸件和焊接平台铸造,价方面要**水泥沙造型的铸件,80的焊接平台采用水泥沙造型进行铸造铸件,这样既能满足焊接平台技术参数的要求,又能降低焊接平台的制造成本,是大多数厂家制造焊接平台时用的工艺流程。 去掉铸铁焊接平板铸件白口退火又称为高温石墨化退火。铸铁平板铸件表层及一些薄截面处,在冷凝过程中冷却速度较快,容易产生白口组织,使铸铁平板铸件的硬度和脆性增加,造成切削加工困难、易剥落,因此采用退火(或正火)的方法去掉白口组织。退火工艺为:加热到550-950℃保温2~5 h,随后炉冷到500—550℃再出炉空冷。在高温保温期间,游高渗碳体和共晶渗碳体为石墨和A,在随后护冷过程中二次渗碳体和共析渗碳体也,发生石墨化过程。由于渗碳体的,导致硬度下降,从而提高了切削加工性。